
鉚釘機在使用一段時間后,就會出現很多的問題,想要其持續穩定的運行,就需要做好保養工作,清洗機器是保養工作的重中之重,不過有些用戶不太清楚清洗步驟以及清洗要點,其實清洗不到位反而會損壞機器,今天小...

鉚釘機之所以被范圍應用和其自身的特點和工作方式有很大關系,用它進行鉚接后,工件的表面不遭到破壞,加上操作比較簡單,和其他的鉚接方式相比,該設備具備很大優勢。今天我們就介紹一下該設備的兩種常用鉚接方式。
旋鉚與壓鉚可以說是當前鉚接技術比較常用的兩種鉚接方式,很多人分不清這兩種鉚接方法的不同,其實兩者有很大的不同,下面小編總結了這兩種鉚接方法的不同之處。
一、所用設備不同。
一般來說旋鉚需要使用到專門的旋鉚機,根據目前的技術條件,主要有氣動及液壓兩種。而壓鉚一般使用的是鉚接機,它的種類比較豐富,比較常見的有氣動、液壓及氣液增壓機這三種。
二、出力方式不同。
旋鉚的時候,其出力方式可以分為兩部分,一是通過一定的擺動角度,然后沿著軸向向下的方向施加壓力,二是沿著徑向作旋轉力。壓鉚的時候,一般只需要進行垂直向下做軸向壓力即可。

三、鉚接效果不同。
使用壓鉚的方式進行鉚接時,會遇到工件在鉚接后鉚釘開裂的現象,或者出現鉚接后鉚釘彎曲、中間變形的現象。而通過旋鉚的方式進行鉚接,其表面后外表比較的美觀,可以很好的解決開裂、彎曲、鐓粗等質量粗糙的情況,這是因為旋鉚的時候,其工作原理是使用擺動角度的軸向下壓力及徑向旋轉力進行鉚接。
四、所需力的大小不同。
如果想要達到一樣的鉚接效果,則旋鉚所需要用到的力僅僅為壓鉚的1/10。因此旋鉚更加的輕松。
在鉚接的時候如何預防鉚接的技術缺陷呢?
1、在鉚接之前,需要先檢查一下工件在在夾具上的定位以及支撐情況,確定鉚頭的設計、鉚釘的尺寸、鉚釘的材料和硬度、鉚釘的結構符合當下鉚接工藝的需求。通常要求鉚釘的結構和鉚接夾具的結構在安裝后,其支撐面的面積要超過鉚接面的面積,鉚釘和鉚座間的間隙需要控制在0.3mm以內。

2、鉚接開始的時候,需要調整工作臺的位置,位置調整好之后應該要鎖緊,檢測一下工件的鉚接高度,嚴格的按照規范進行操作,鉚頭落到下極限的位置之后,應該要先停留幾秒再松開踏板。
3、操作人員的操作應該要正確,鉚接夾具的定位應該要正確,鉚接的高度和鉚釘的結構應該要具備工藝一致性,鉚釘和工件的成分和硬度應該要吻合。必要時在夾具上需要增加預壓機構。
總之,在操作鉚接機時,首先應該需要注意操作人員的生命安全,然后確定設備的的運作狀態,一旦發現設備異常運行,應該要及時的停機檢查,得到故障排除后再操作。
鉚釘機在使用一段時間后,就會出現很多的問題,想要其持續穩定的運行,就需要做好保養工作,清洗機器是保養工作的重中之重,不過有些用戶不太清楚清洗步驟以及清洗要點,其實清洗不到位反而會損壞機器,今天小...
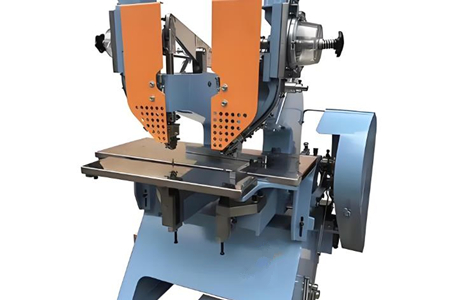
在今天鉚接工藝已經不新鮮,業內也有很多專業鉚接的設備,雙頭油壓鉚釘機是一臺有兩個鉚頭的鉚接設備。和傳統的單一鉚頭相比,它多了一個鉚頭,因此生產效率要快一倍,不過其使用的時候,會稍微復雜一些,尤其...

雙頭鉚釘機 是市場上比較受到客戶歡迎的鉚接機器,因為它有兩個鉚接頭,相比單頭的鉚接設備,它的工作效率大為提高,不過我們也受到一些客戶的反饋,有時候機器鉚接后鉚釘出現裂紋,大大的影響了鉚接...

鉚釘機之所以被范圍應用和其自身的特點和工作方式有很大關系,用它進行鉚接后,工件的表面不遭到破壞,加上操作比較簡單,和其他的鉚接方式相比,該設備具備很大優勢。今天我們就介紹一下該設備的兩種常用鉚接...

近來有不少有客戶電話咨詢 自動鉚釘機 使用竅門,今天寧波市碩峰智能科技有限公司技術人員就來為大家揭秘該設備的使用竅門。 1、技術人員表示,在關閉電源后,設備需要進行打掃,打掃的原則通...

自動 鉚釘機 是一款很常見的金屬加工設備,在加工行業中,它的種類和型號繁多,用戶在購買的時候,很容易買到不合適的設備,從而給自己的使用帶來不少麻煩。那么,當需要使用到這樣一臺設備,但是自己又沒有...

鉚釘機在進行鉚合的時候,鉚釘是不可缺少的配件,其中抽芯鉚釘使用較為廣泛,根據材質的不同,抽芯鉚釘可以分為碳鋼抽芯鉚釘、碳鋼抽芯鉚釘和不銹鋼抽芯鉚釘等等,其中不銹鋼抽芯鉚釘不僅硬度高、抗生銹能力強...

造成自動送料鉚釘機的損壞主要因素有以下幾個方面: 1.軸承質量問題。在作業的時候,即便滾筒作業面很干凈,但是因為所用的軸承質量較差,則導致靈敏度降低或則卡住,引起設備損壞、 2...

自動送料鉚釘機能夠普快速、高效地將鉚釘固定在工件上,因此深受不少用戶的青睞。必要的調節和調整是確保其正常運行和生產質量的重要步驟。以下是一些常見的調節和調整方式,大家一起來學習一下。 壓力...

在制造業,伺服壓裝鉚釘機很常見,我們生活中用到的很多東西都需要依靠該設備來鉚接,那么你知道該設備的正確操作方法嗎?為了可以讓該設備性能穩定發揮,在使用時應該要遵循以下步驟: 1、連通...
